PRODUCTS SEARCH

Picture | Purity WQV Submersible Sewage Pump Case Study
A submersible sewage pump is a specially designed sewage pump used to transport wastewater, sewage, and liquid waste containing solid particles, sludge, fibers, and other impurities. Unlike standard water pumps that are mainly designed for clean water applications, submersible sewage pumps are engineered to operate in challenging wastewater environments with strong solids-handling capability, reliable performance, and long service life.
A submersible sewage pump is installed directly inside a sewage pit, sump, or wastewater tank and works completely submerged in the pumped liquid. Its main function is to lift wastewater from low-level areas where gravity drainage is not possible and transfer it to sewage treatment plants, drainage networks, or higher discharge points.
With the increasing demand for efficient wastewater management, sewage pumps have become essential equipment in residential, commercial, municipal, and industrial applications. A reliable sewage pump system helps prevent wastewater overflow, improves sanitation, and ensures stable operation of drainage networks.
A submersible sewage water pump works by converting electrical energy into mechanical energy. When the motor receives power, it drives the impeller to rotate at high speed. The rotating impeller generates centrifugal force, which draws sewage into the pump chamber and pushes it through the discharge pipe.
The typical working process of a sewage pump system includes:
1.Wastewater Collection
Sewage flows into a collection pit, sewage tank, or sump from toilets, drainage systems, or industrial processes.
2.Automatic Pump Activation
A float switch or liquid level sensor detects the rising wastewater level and automatically starts the pump.
3.Sewage Transportation
The motor drives the impeller, creating centrifugal force to move wastewater containing solids through the pump.
4.Wastewater Discharge
The pumped sewage is transferred through pipelines to treatment facilities or municipal sewer systems.
5.Automatic Stop Function
When the water level decreases, the control system stops the pump to reduce unnecessary energy consumption.
This automatic operation makes modern submersible sewage pumps efficient, convenient, and suitable for continuous wastewater handling.
Compared with conventional pumps, a high-quality sewage pump is designed with several important features:
1. Non-Clog Impeller Design
One of the most important advantages of a submersible sewage pump is its non-clog structure. The specially designed impeller and wider flow passages allow the pump to handle:
Solid particles
Long fibers
Sludge
Waste materials
This reduces the risk of blockage and improves operational reliability in demanding wastewater applications.
2. Durable and Corrosion-Resistant Materials
Because sewage often contains corrosive substances and abrasive particles, sewage water pumps require strong materials such as cast iron, stainless steel, and protective coatings. These materials help improve corrosion resistance and extend pump service life.

3. Reliable Mechanical Seal System
The mechanical seal plays an important role in protecting the motor from water and sewage intrusion. A high-quality sealing system prevents leakage, protects internal components, and ensures stable long-term operation.
4. Automatic Control System
Modern sewage pump systems are usually equipped with:
1.Float switches
2.Level sensors
3.Control panels
These components enable automatic start and stop operation, reducing manual maintenance requirements and improving system efficiency.

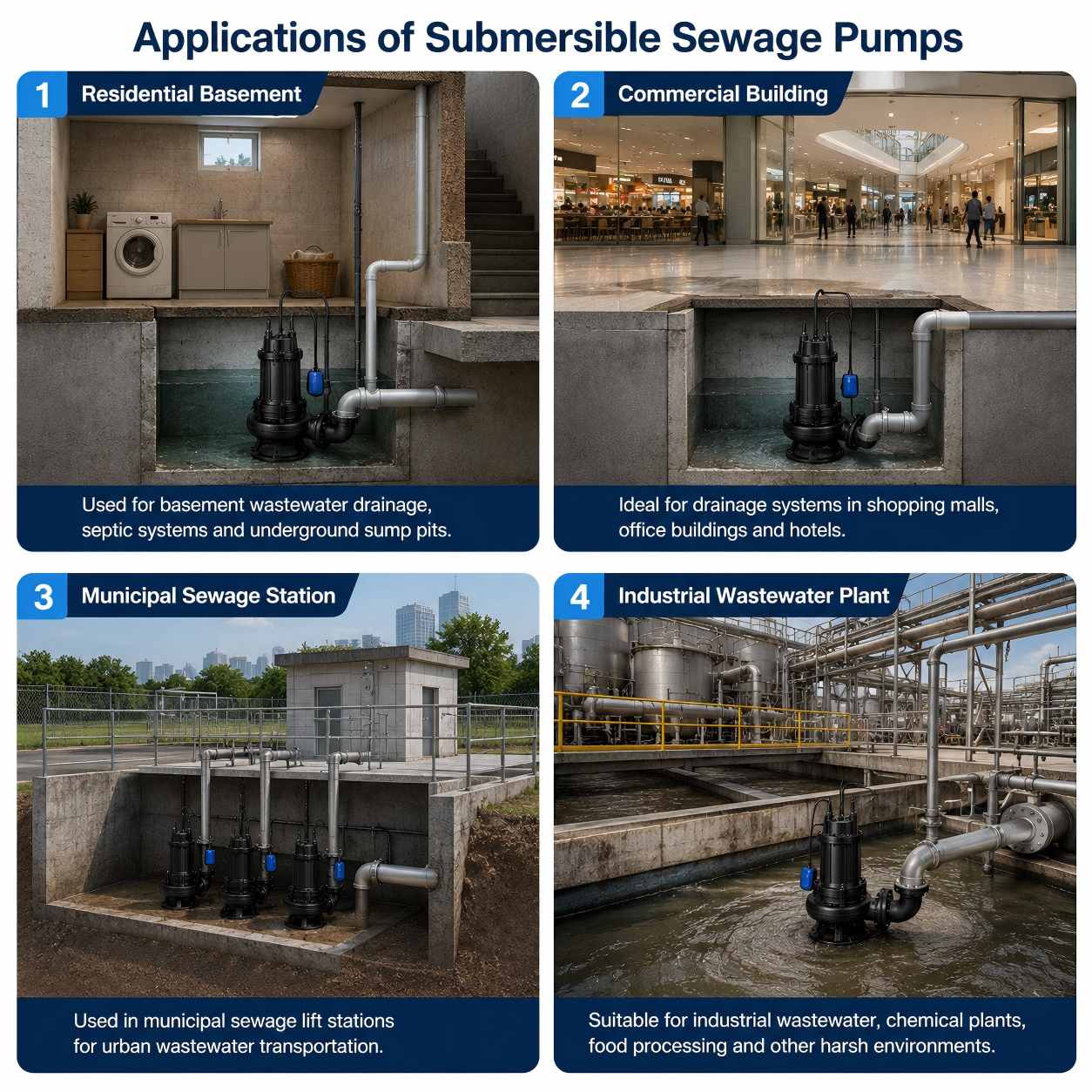
Due to their excellent solids-handling capability and reliable performance, submersible sewage pumps are widely used in various fields, including:
1.Residential basement drainage systems
2.Commercial buildings and shopping centers
3.Municipal sewage pumping stations
4.Industrial wastewater treatment facilities
Whether handling domestic wastewater or industrial sewage, choosing the right sewage pump system ensures efficient and stable wastewater transportation.

Purity WQ series submersible sewage pumps are designed to provide reliable performance in complex wastewater applications. Compared with standard sewage pumps, Purity WQ offers several advantages:
Full Head Design
The WQ series adopts a full head design, expanding the actual operating range of the pump. This helps reduce motor burnout caused by incorrect pump selection and improves overall reliability.
Wide Voltage Operation
Purity WQ pumps support wide voltage operation, solving common problems caused by voltage fluctuations during peak power consumption periods, including startup difficulties and high motor temperatures.
Universal Flange Design
The WQ series features a patented universal flange design supporting PN6, PN10, and PN16 standards. Customers can connect the pump directly without replacing existing pipelines, making installation easier and more flexible.
Complete Model Range
With a wide range of specifications and performance options, Purity WQ sewage pumps for sale can meet different requirements for flow rate, head, and application conditions.
Reliable Sewage Pump Manufacturer for Global Markets

From residential wastewater systems to industrial sewage treatment projects, Purity focuses on delivering reliable, efficient, and durable pumping solutions that meet global customer needs.
Purity Pump is currently looking for global distributors and partners. If you are interested in becoming a sewage pump distributor or exploring our submersible sewage pumps, please contact us for more information.



