PRODUCTS SEARCH
In modern industrial systems, the centrifugal pump has become the backbone of fluid handling. From water supply and wastewater treatment to chemical processing, energy production, agriculture, and mining, centrifugal pumps in industry are widely recognized for their efficiency, reliability, and adaptability. But what exactly makes them so commonly used? This article explores the key reasons behind their dominance and how different types—such as the multistage centrifugal pump, split case centrifugal pump, and end suction centrifugal pump—meet diverse industrial needs.
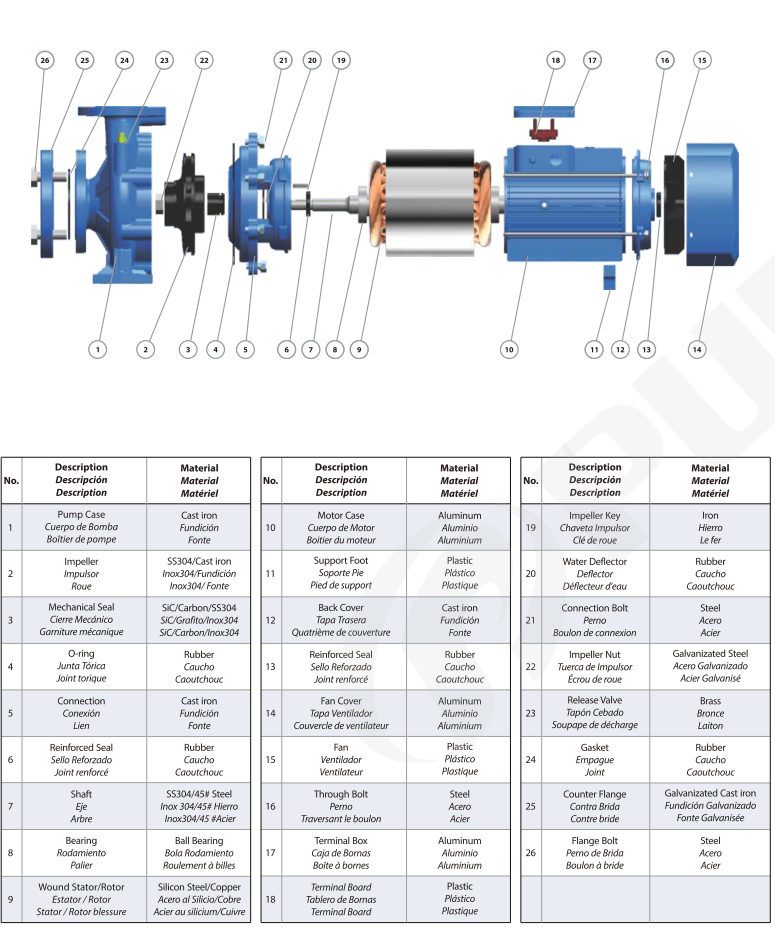
One of the main reasons a centrifugal pump is widely used is its simple mechanical design. It typically consists of an impeller, casing, shaft, and motor. This straightforward structure minimizes mechanical complexity, reducing the risk of failure and ensuring stable, continuous operation.
Compared with other pump types, fewer moving parts mean less wear and tear. This translates into longer service life and higher operational reliability—critical factors in industries where downtime can result in significant financial losses.
Efficiency is a top priority in industrial applications, and centrifugal pumps in industry excel in this area. They are especially effective for transferring large volumes of liquid at relatively low to medium pressures.
For applications requiring higher pressure, a multistage centrifugal pump is often used. By arranging multiple impellers in series, these pumps significantly increase pressure output without compromising efficiency. This makes them ideal for high-rise water supply systems, boiler feed applications, and long-distance fluid transportation.
Another key advantage of the centrifugal pump is its versatility. Different designs are tailored to specific working conditions:
(1) The end suction centrifugal pump is one of the most common types, known for its compact structure and easy installation. It is widely used in water supply, HVAC systems, and light industrial applications.
(2)The split case centrifugal pump is designed for high flow rates and easy maintenance. Its horizontally split casing allows quick access to internal components, making it ideal for municipal water systems, irrigation, and industrial circulation systems.
(3)The multistage centrifugal pump is preferred in applications requiring high pressure, such as firefighting systems, boiler feed, and reverse osmosis systems.
This variety ensures that centrifugal pumps can be customized to meet nearly any industrial requirement.

Maintenance costs are a major concern for industrial operators. Thanks to their simple design and standardized components, centrifugal pumps in industry are relatively easy to maintain.
Routine maintenance typically involves checking seals, bearings, and impellers—tasks that can be performed quickly without specialized tools. This reduces downtime and lowers long-term operational costs. Additionally, the availability of spare parts further enhances their cost-effectiveness.
Centrifugal pumps are highly adaptable and can handle a wide range of fluids, including clean water, wastewater, chemicals, and even liquids containing suspended solids (depending on the design).
With proper material selection and sealing solutions, these pumps can operate in corrosive, high-temperature, or abrasive environments. This flexibility is a major reason why the centrifugal pump is used across industries such as chemical processing, oil and gas, mining, and agriculture.
Modern industries often require tailored solutions, and centrifugal pumps offer excellent customization options. Parameters such as flow rate, head, material, and sealing type can be adjusted to match specific operating conditions.
For example:
(1)A multistage centrifugal pump can be customized for high-pressure applications.
(2)A split case centrifugal pump can be optimized for high-flow systems.
(3)An end suction centrifugal pump can be designed for compact installations with limited space.
This level of customization ensures optimal performance and energy efficiency.
As industries move toward sustainable development, energy-efficient equipment is more important than ever. Centrifugal pumps in industry are known for their ability to operate efficiently when properly selected and maintained.
By choosing the right pump type and operating it within its optimal performance range, businesses can significantly reduce energy consumption, lower carbon emissions, and achieve long-term sustainability goals.
As an experienced manufacturer with over 16 years of expertise, Purity offers a comprehensive range of centrifugal pump solutions designed to meet global industrial demands.
Purity’s advantages include:
(1)A wide product range covering multistage centrifugal pumps, end suction centrifugal pumps, split case centrifugal pumps, inline pumps, and more
(2)Complete specifications to satisfy diverse customer requirements
(3)Over 130 certifications and patents, including CE, ISO, and SASO
(4)A 60,000 m² production facility and products exported to 130+ countries
With a strong focus on product quality and customer needs, Purity is committed to delivering reliable, high-performance pumping solutions. The company is also actively seeking global distributors to expand its international presence.

The widespread use of the centrifugal pump in industry is no coincidence. Its simple structure, high efficiency, versatility, low maintenance cost, and adaptability make it an indispensable tool in modern industrial operations.
Whether it’s a multistage centrifugal pump for high-pressure systems, a split case centrifugal pump for large flow applications, or an end suction centrifugal pump for general use, each type plays a vital role in ensuring efficient and reliable fluid transport.
As industries continue to evolve, the importance of centrifugal pumps in industry will only grow—driving productivity, reducing costs, and supporting sustainable development worldwide.


