PRODUCTS SEARCH
Una gestión eficaz de los residuos es la columna vertebral silenciosa de cualquier infraestructura moderna funcional. Ya sea usted un propietario que gestiona el baño de un sótano o el responsable de una instalación industrial que supervisa complejas descargas de aguas residuales, no se puede subestimar la importancia de una bomba de aguas residuales de alto rendimiento. Comprender el funcionamiento de estos sistemas no es solo una cuestión de curiosidad técnica; es fundamental para prevenir desbordamientos catastróficos, riesgos medioambientales costosos y reparaciones estructurales de gran cuantía.

En esencia, una bomba de aguas residuales es un dispositivo mecánico especializado diseñado para transportar aguas residuales —que a menudo contienen sólidos blandos y materiales fibrosos— desde un punto de recolección hasta una planta de tratamiento o la red de alcantarillado municipal. A diferencia de las bombas de agua convencionales, destinadas a líquidos limpios, una bomba de aguas residuales cuenta con bocas de admisión amplias e impulsores de alto par, fabricados específicamente para permitir el paso de sólidos sin obstruirse.
La necesidad de estas bombas surge cuando la gravedad resulta insuficiente para desplazar los residuos. Por ejemplo, en edificios donde los aparatos sanitarios se encuentran por debajo del nivel de la red de alcantarillado principal, se requiere una bomba para «elevar» los efluentes verticalmente. Sin una bomba fiable, los residuos se estancarían, lo que conllevaría riesgos para la salud y el deterioro de la infraestructura.
Entre los diversos diseños disponibles en el mercado, la bomba sumergible para aguas residuales se ha consolidado como el estándar de la industria a nivel mundial, tanto para aplicaciones residenciales como comerciales. Estas unidades están diseñadas para operar totalmente sumergidas en el líquido que bombean.
La principal ventaja de una bomba sumergible para aguas residuales reside en su motor herméticamente sellado. Dado que el motor está rodeado por el líquido que bombea, el propio medio actúa como refrigerante natural, lo que evita el sobrecalentamiento durante periodos de uso intensivo y prolonga considerablemente la vida útil del motor. Además, al estar sumergida en el fondo de un depósito, se minimiza el ruido operativo y se eliminan problemas de succión habituales, como la cavitación, lo que la convierte en una opción ideal para entornos urbanos e interiores.
La eficacia de una bomba depende de la infraestructura que la rodea. Un sistema de bombeo de aguas residuales de calidad profesional es un conjunto coordinado de varios componentes clave.:
1.La cubeta de recolección (pozo de bombeo): un depósito robusto y resistente a la corrosión que sirve como receptáculo para los residuos entrantes.
2.La unidad de bombeo: el corazón del sistema, generalmente un modelo sumergible de alto rendimiento.
Interruptores de flotador: Actúan como el "cerebro" del sistema y utilizan los niveles de líquido para activar o desactivar la bomba automáticamente.
3.Válvulas de retención: Esenciales para evitar que los residuos bombeados regresen al depósito una vez finalizado el ciclo, protegiendo así la bomba del «golpe de ariete» y del desgaste innecesario.
4.Sistemas de alarma: Los sistemas modernos incorporan alarmas de nivel alto de agua para notificar inmediatamente a los operadores en caso de fallo eléctrico u obstrucción mecánica.
Al buscar bombas para aguas residuales, las especificaciones técnicas a menudo pueden resultar abrumadoras. Para garantizar un retorno de la inversión a largo plazo, céntrese en estos tres indicadores clave:
1. Potencia (HP) y caudal: Si bien una unidad de 0,5 HP puede bastar para un sótano residencial pequeño, las instalaciones industriales a menudo requieren 2 HP o más para gestionar el volumen y el peso de los residuos.
2. Altura de elevación (elevación vertical): Mide la capacidad de la bomba para impulsar el agua venciendo la gravedad. Seleccione siempre una bomba con una capacidad de altura de elevación que supere sus necesidades reales de elevación vertical en al menos un 20 % para compensar la fricción en las tuberías.
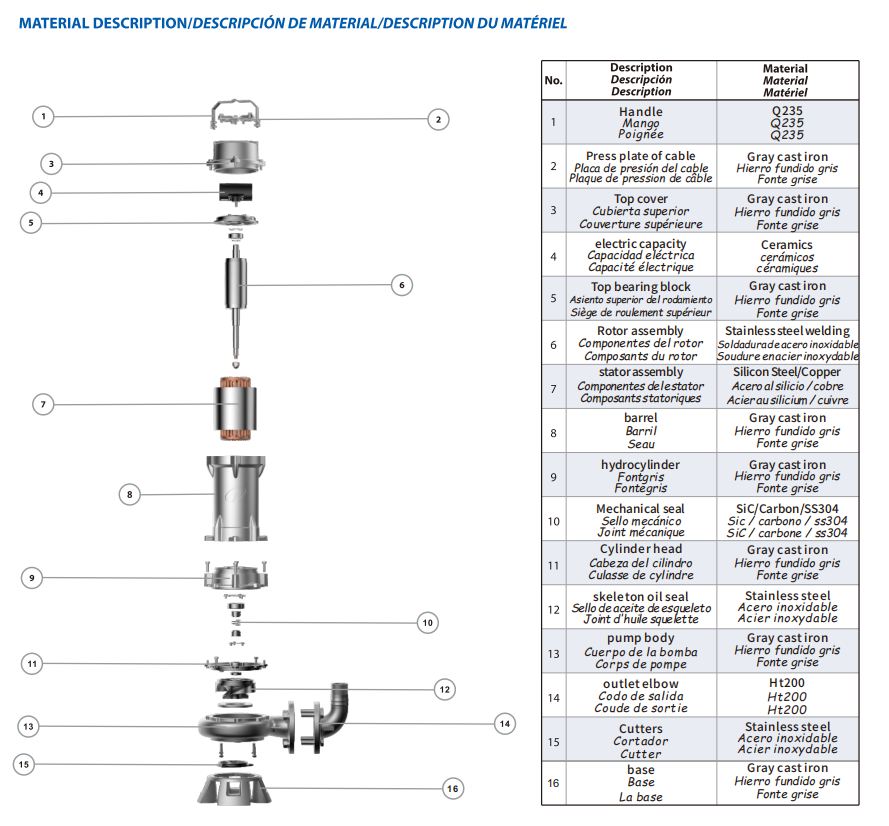
3. Integridad del material: En el entorno corrosivo de un pozo de aguas residuales, la elección del material es fundamental. Si bien las bombas de plástico son más económicas, las instalaciones profesionales optan por el hierro fundido o el acero inoxidable de alta calidad debido a su durabilidad y capacidad de disipación de calor superiores.

En el competitivo sector de los equipos de bombeo, la serie WQV de Purity Pump se ha ganado una reputación de excelencia en ingeniería. Al invertir en una bomba sumergible para aguas residuales WQV de Purity Pump, no solo adquiere un equipo, sino una sofisticada solución de ingeniería diseñada para las condiciones más exigentes.
La serie WQV destaca por varias ventajas exclusivas:
1. Tecnología avanzada de corte y sistema antibloqueo: Los impulsores WQV están mecanizados con precisión para triturar y permitir el paso de sólidos de diversos tamaños, lo que reduce drásticamente la frecuencia de mantenimiento y el riesgo de obstrucciones críticas.
2. Alta eficiencia energética: Gracias a una geometría de motor avanzada, el WQV ofrece un par excepcional con un consumo de energía mínimo, lo que ayuda a los operadores a reducir su huella de carbono y los costes operativos de servicios públicos.
3. Reducción drástica de los costes de construcción: Una de las ventajas más significativas de la serie WQV es su diseño compacto e integrado. No requiere una caseta de bombeo específica ni costosas estructuras en superficie. Al operar directamente dentro del líquido, minimiza el espacio ocupado por la instalación, lo que permite a los promotores ahorrar miles en costes de obra civil y construcción.
Imagen | Introducción a Purity Company
Elegir al fabricante es tan importante como elegir la propia bomba. Purity Pump cuenta con más de 16 años de experiencia especializada en la fabricación y comercialización mundial de bombas industriales. Con productos exportados a más de 130 países, nuestra fiabilidad ha quedado demostrada en diversos climas y entornos normativos.
Nuestra capacidad de fabricación está respaldada por unas instalaciones independientes de 60.000 metros cuadrados, con una capacidad de producción anual superior a las 150.000 unidades. Contamos con certificaciones internacionales completas —incluidas CE, ISO y SASO—, lo que garantiza que cada unidad cumpla con los más altos estándares de seguridad y rendimiento exigidos por los mercados globales.
La integridad de su entorno depende de la calidad de sus equipos de gestión de residuos. Ya sea que busque bombas de aguas residuales específicas para actualizar un sistema antiguo o que esté diseñando desde cero un nuevo sistema de bombeo industrial, la serie WQV de Purity Pump ofrece la combinación perfecta de eficiencia, durabilidad y ahorro de costos.
¿Le interesa asociarse con un líder mundial? Actualmente buscamos agentes y distribuidores autorizados en todo el mundo para que se unan a nuestra creciente red. Póngase en contacto con Purity Pump hoy mismo para analizar cómo nuestras soluciones de alto rendimiento pueden impulsar su próximo proyecto.



