PRODUCTS SEARCH


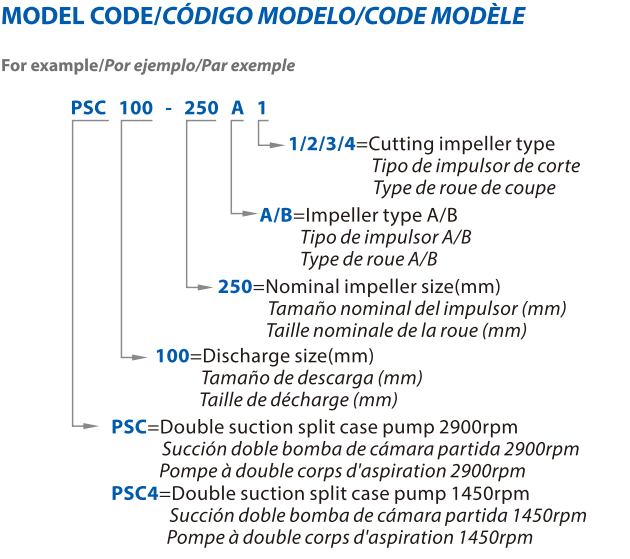
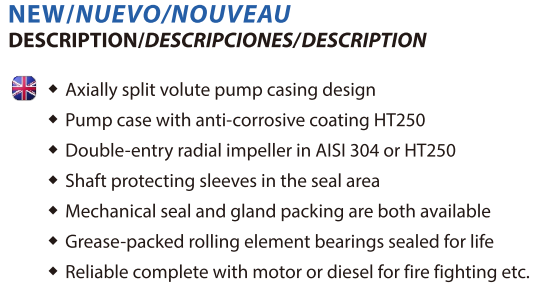
Purity double suction pump is engineered with an axially split volute casing design, which allows for efficient and rapid water flow. This enhances both drainage and water supply performance significantly, making it an optimal solution for handling large volumes of water. The casing of the horizontal centrifugal pump is made from HT250, a robust and durable material that is further coated with an anti-corrosive layer. This protective coating ensures the longevity and durability of the centrifugal water pump, even when used in challenging environments.
A standout feature of the Purity double suction pump is its double-entry radial impeller, designed to handle high speeds and deliver high head performance. Constructed from either AISI 304 stainless steel or HT250,the impeller is engineered to provide excellent reliability and durability. The double-entry design not only balances hydraulic forces but also minimizes axial thrust, contributing to smoother, more efficient operation. These features help extend the lifespan of the horizontal centrifugal pump, particularly in demanding applications where high performance is required.
To protect the pump’s internal components, a shaft protection sleeve is strategically integrated into the sealing area. This sleeve effectively prevents external liquids from entering the double suction pump, reducing the risk of damage to sensitive parts. The protection provided by this design ensures that the centrifugal water pump can operate reliably over long periods, with minimal maintenance required. The inclusion of this protective mechanism also helps maintain optimal performance and extends the overall lifespan of the double suction pump.
The double suction pump’s versatile design makes it suitable for a wide range of applications. It excels in drainage systems and agricultural irrigation, where the ability to move large volumes of water quickly is crucial. In these environments, the pump’s high flow capacity and efficiency are key advantages, ensuring reliable water transfer and distribution. Additionally, the double suction pump can be equipped with a diesel engine, which further expands its versatility. In this configuration, the double suction pump is ideally suited for firefighting systems, providing the necessary flow and pressure to meet stringent fire safety requirements.
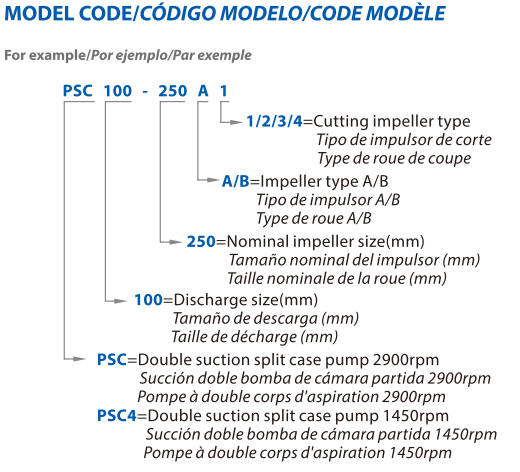
Purity double suction pump is engineered with an axially split volute casing design, which allows for efficient and rapid water flow. This enhances both drainage and water supply performance significantly, making it an optimal solution for handling large volumes of water. The casing of the horizontal centrifugal pump is made from HT250, a robust and durable material that is further coated with an anti-corrosive layer. This protective coating ensures the longevity and durability of the centrifugal water pump, even when used in challenging environments.
A standout feature of the Purity double suction pump is its double-entry radial impeller, designed to handle high speeds and deliver high head performance. Constructed from either AISI 304 stainless steel or HT250,the impeller is engineered to provide excellent reliability and durability. The double-entry design not only balances hydraulic forces but also minimizes axial thrust, contributing to smoother, more efficient operation. These features help extend the lifespan of the horizontal centrifugal pump, particularly in demanding applications where high performance is required.
To protect the pump’s internal components, a shaft protection sleeve is strategically integrated into the sealing area. This sleeve effectively prevents external liquids from entering the double suction pump, reducing the risk of damage to sensitive parts. The protection provided by this design ensures that the centrifugal water pump can operate reliably over long periods, with minimal maintenance required. The inclusion of this protective mechanism also helps maintain optimal performance and extends the overall lifespan of the double suction pump.
The double suction pump’s versatile design makes it suitable for a wide range of applications. It excels in drainage systems and agricultural irrigation, where the ability to move large volumes of water quickly is crucial. In these environments, the pump’s high flow capacity and efficiency are key advantages, ensuring reliable water transfer and distribution. Additionally, the double suction pump can be equipped with a diesel engine, which further expands its versatility. In this configuration, the double suction pump is ideally suited for firefighting systems, providing the necessary flow and pressure to meet stringent fire safety requirements.